
Пайка — это образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем, затекания припоя в зазор и последующей его кристаллизации. Эта операция применяется для соединения элементов оборудования СВК в замкнутые контуры.
Пайки с нагревом пламенем имеет ряд технологических особенностей. Операция осуществляется при температуре выше 425°С, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии между расплавленным припоем и нагретыми поверхностями основных металлов.
Для качественного соединения металлов припой должен распределиться под действием капиллярных сил и «смочить» основной металл. Степень смачивания — это функция основных составляющих процесса пайки: металлов, припоя и температуры. Хорошее смачивание происходит только на совершенно чистой и не окисленной поверхности.
 |
| Рис. 1 |
Качество и прочность пайки зависит в большей степени от физических параметров соединения и операций пайки, чем от припоя. Эти параметры определяют выбор оптимального припоя. Пайка трубопроводов оборудования для кондиционирования воздуха и холодильных установок выполняется с использованием медно-фосфорных и серебряных припоев. Они специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. В большинстве случаев пайку соединений в холодильном оборудовании осуществляют при помощи нескольких марок припоев. Сплав с содержанием серебра 15%—это медно-фосфорный припой, а сплав с содержанием серебра 45% (содержит также кадмий) — это серебряный припой.
Следует принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием его паров.
Обязательным условием надежной пайки является чистота поверхности. Перед операцией следует очистить соединяемые металлические поверхности от грязи проволочной щеткой или наждачной бумагой. Необходимо предотвратить попадание масла, краски, грязи, смазки и алюминия на поверхность соединяемых металлов, иначе они будут препятствовать попаданию припоя в соединение, смачиванию и соединению припоя с металлическими поверхностями.
Для пайки одну трубку вставляют в другую так, чтобы она входила на длину не менее диаметра внутренней трубы. Между стенками внутренней и наружной труб должен быть зазор
 |
| Рис. 2 |
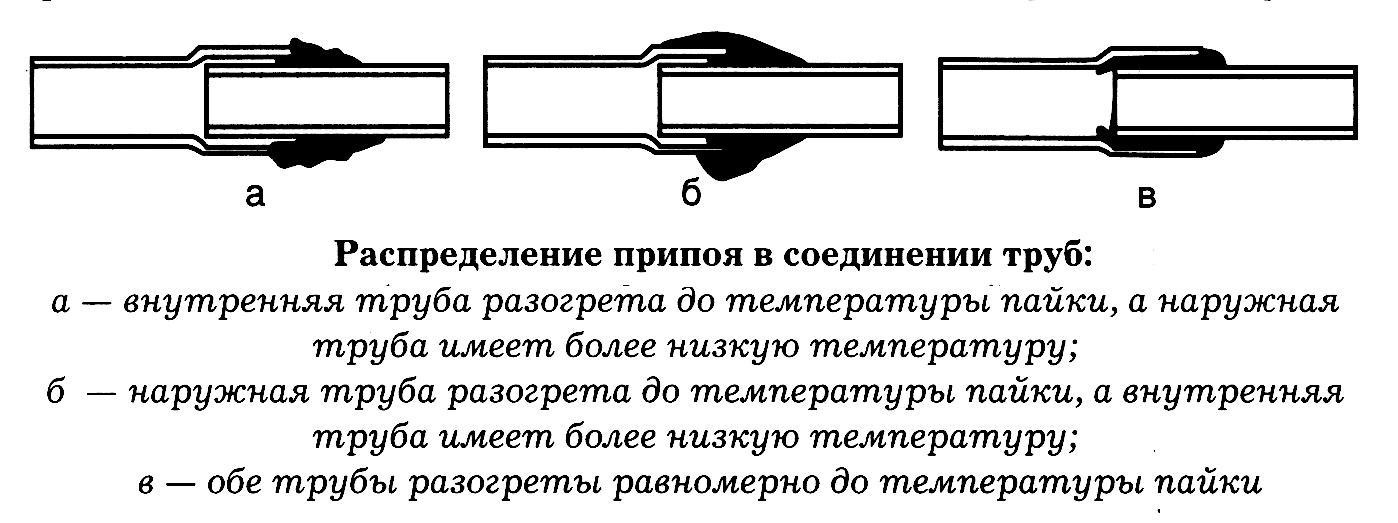
Следует равномерно разогревать всю поверхность концов спаиваемых труб, тогда припой плавится под воздействием их теплоты и равномерно поступает в зазор соединения (Рис. 2, в).
Этот процесс протекает хорошо, если поверхность металла чистая, выдержан оптимальный зазор между металлическими поверхностями, концы труб в зоне соединения достаточно нагреты (расплавленный припой течет по направлению к источнику теплоты).
Основная литература:
Руководство по устранению неисправностей в оборудовании для кондиционирования воздуха и в холодильных установках. Б.Лэнгли . М.,Евроклимат, 2003. стр.199-204
Дополнительная литература
ПОТ Р М-022-2002 Межотраслевые правила по охране труда при проведении работ по пайке и лужению изделий.
Контрольные вопросы:
- Какие физические явления лежат в основе процесса пайки?
- В чем особенность пайки нагревом пламенем?
- Какой вид соединений образуется в результате пайки?
- Какие факторы влияет на качество выполнения паяного соединения?
- Какие припои используются для пайки трубопроводов оборудования СВК?